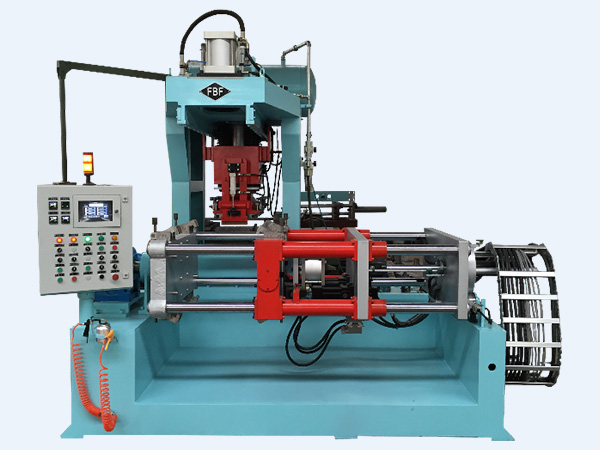
射芯机适合于出产摩托车汽缸风道和气道小型砂芯及砂芯,其共同的当地满意小型砂芯出产要、占地小操作简略快捷、PLD可编程操控。刹车盘专用射芯机满意巨细各种刹车盘砂芯制造要求,工艺参数可调,模温自动操控,制芯流程简略、操作简略。
双开模射芯机适合于出产壳型(上、下型一同出产)及各种砂芯;标准型射芯机满意各种大平面类砂芯出产要,PLD可编程操控,模温自动操控。
射芯机模具在运用的时分,主页要严厉执行压铸工操作规程,严控榜首模次的循环时刻,其差错应小于10%。安稳的压铸循环时刻,对一个铸工厂的归纳效益至关重要。对产品质量安稳性、模具寿数、毛病率等都有决定性影响。
其次严厉执行模具冷却计划计划,模具冷却是进步出产功率、壳芯机铸件质量、模具寿数,削减模具毛病的有用办法。可是,过错的水冷却操作,将对模具形成丧命损伤。
中止压铸出产,有必要当即封闭冷却水。浇柱撇潭、舀铝、浇柱动作标准,做到舀入的金属液不含氧化皮,浇入压室的金属液最少动摇。手艺浇注浇入量差错操控在2—3%以内。再次清模及时。
铲除积留在分型面、型腔、型芯、浇道、溢流槽、排气道等处的金属肖积垢,避免合模时压塌模具外表,阻塞排气道,或形成合模不严。清模时制止运用钢制东西触摸成型外表。喷涂喷涂是最重要、难度最大的压铸操作之一,有必要严厉按喷涂工艺操作。不正确的喷涂会使产品质量不安稳和模具早期限损坏。
最终按规则及时对滑动部位进行光滑。随时留意合模紧度,常常查验核对模具压板压紧状况和模具托架支撑状况,避免在运用中模具下沉或掉落。完结一个模具修理周期的模次,或完结相关的规则的出产批量后中止出产,要保存最终一个压铸产品(最好带浇、排体系),与模具一同送修。